
首頁 >> 新聞(wén)資(zī)訊 >> 行(háng)業信息
鈦(tài)合金電解加工點蝕機理研究進展 |
[ 信息(xī)發布:本(běn)站 | 發布時間:2022-05-30 | 瀏(liú)覽:22109 ] |
電解加工在生物醫療、航空航(háng)天等一些領域具有比傳(chuán)統機械加工更為顯(xiǎn)著的優勢,而鈦合金由於其自身的特性也使其更適合於電解加工。 本文綜(zōng)述了外加電壓條件下鈦合金點蝕發展(zhǎn)的過程、機理和抑製點蝕的方法,闡釋了相關(guān)抑(yì)製點蝕方式的優劣,展望了未來電解加工中抑製(zhì)鈦合金點蝕(shí)方法的發(fā)展趨勢和研究方向。 鈦是已知的在地殼中含量最高的元素之一,占比約為(wéi)0.6%。 鈦的密度較低,但具有和普通鋼差(chà)不多的強度,鈦及鈦合金是航空航(háng)天領域青(qīng)睞的選材(cái)。 近些年,由於鈦合金出色的耐腐蝕能力,其應用領(lǐng)域(yù)得到了很大的延伸(shēn)。
Rolls-Royce公司生產的鈦合金整體葉盤及(jí)其局部特征(zhēng) 電解加工是利用金屬在特定電(diàn)解液(yè)中發生電化學(xué)陽極溶解的原理將工件加(jiā)工成形的一(yī)種特種加工手段,相比於(yú)普通的機械加(jiā)工(gōng)有很多優勢,如加工效率高(gāo)、成型精度高、適用材料範圍廣、加工工具無磨損、工件上不產生應力等。 電解(jiě)加工的鈦合(hé)金工件不但應用在(zài)整體葉盤等精密部件的製造過程中,也在承力隔框、機翼翼盒、起落架梁和航空發動機機(jī)匣等主要承力零件上有廣泛(fàn)應用。 鈦合金在電解液中進行電解加工的過程中,自身形成的鈍化膜會阻礙電解加工的順利進行,而隨著鈦裸露在電解液中,金屬也會不斷產生新的鈍化(huà)膜阻礙陽極溶解。 所以,電解加工施加的電壓U加(jiā)工需要能(néng)夠穩定地擊穿鈍化膜,即在金屬陽極表麵形成電化學加工(gōng)的過電位。 對鈦合金來(lái)說,電解加工(gōng)的過程就(jiù)是由局部的鈍化(huà)膜破裂形成點(diǎn)蝕,隨後點(diǎn)蝕坑疊加(jiā)直到露出基體,基體金屬不斷溶解並在表麵交替性形成點蝕和鈍化的過程。 鈦合金點蝕不但關係著電(diàn)解加工過程的順(shùn)利(lì)進行,也影響製造出零件的表麵質量,是電解加(jiā)工鈦及鈦合金過程中的關鍵。 電解加工簡介及鈦合金 電解加工中的陽極行為 電解加工(ECM)是一種基於陽極溶解的旨(zhǐ)在加工出特定(dìng)形狀(zhuàng)、尺寸和表麵狀態(tài)的加工方法。
電解加工基本原理 電解加工的主要組成有加工電源(yuán)、電解(jiě)質溶液及相應的液體管(guǎn)路(lù)和連接電源(yuán)正負極的金屬工(gōng)件(jiàn)、工具陰極以及配備的導線。 整個係統(tǒng)可(kě)以形(xíng)成一個完整的閉合回路,使得金屬陽極表麵可以產生足以分解基體或鈍化膜的電壓。 電解加工開始後,工具陰極以一(yī)定的速度相對於工件做進給運動,保持(chí)陽極和陰極的間隙(xì)在極小的距離,同時在工件和電極之間通電解質溶液,使得陽極金屬材料在電源電場的作用下快速溶解。 陽極工件表麵最(zuì)終可以形成(chéng)與工具陰極相似的輪廓,從而達到加工的目(mù)的,而(ér)電(diàn)解產物則隨(suí)著電解液的流動排出。 大多數情況下,電(diàn)解(jiě)加工所(suǒ)用的(de)溶液(yè)都是中性的無機鹽水溶液。電解加工的許多特性由工件、操(cāo)作方式和相關技術決定。 在電解加工過(guò)程中,鈦(tài)合金自身帶有強烈的自(zì)鈍化性,可以抑製電解加工時的高溶(róng)解速率。 鈦本身是一種非常活潑的金屬(shǔ),在空氣中,鈦(tài)會和空(kōng)氣中的氧發生反應,在原位生成一層氧化膜,阻抗金屬的進一步腐蝕。 金屬鈦在水溶液中的(de)陽極化過程中,也會形成相應的氧化膜,且氧化膜的厚度會隨著陽極(jí)電位Ea的不同(tóng)在較大(dà)範圍內變動。
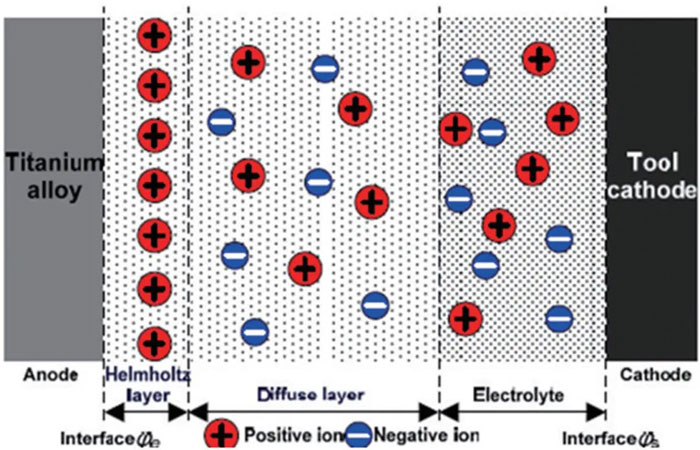
鈦合金/電解質界麵模(mó)型示意 在電解加工過程中(zhōng),鈦(tài)合金、工具陰(yīn)極和電解質組成了一個電化學(xué)係統,形成了鈦合金/電解質界麵和工具陰極/電解(jiě)質界麵。 在外加電壓的條件下,電解質中的(de)陰離子向鈦合金材料的方向移動(dòng),而(ér)溶解的鈦則變為Ti2+溶入電解質溶液中,和(hé)水解作(zuò)用產生的OH-反應生成(chéng)氧化物鈍化層。 在陽極和電解質表麵反應生(shēng)成的TiO2+呈(chéng)酸性,會與水(shuǐ)中的OH-反應生成穩定的(de)TiO2。 在陽極溶解的過程中,外加電(diàn)場在Ti2+和OH-的幫助下可以大大加速(sù)氧化膜的形成速率(lǜ)。 為了(le)達到電解加工所(suǒ)需要的陽極高速溶解(jiě)的速(sù)率,外加電壓需要克(kè)服鈦合金鈍化層(céng)的阻礙。 為了有效去除鈍化層,通常電解液中都含有一些特定離子,大多是Cl-和Br-,這些鹵素離子(zǐ)在整個反應過程中起到類似催化劑的作用。
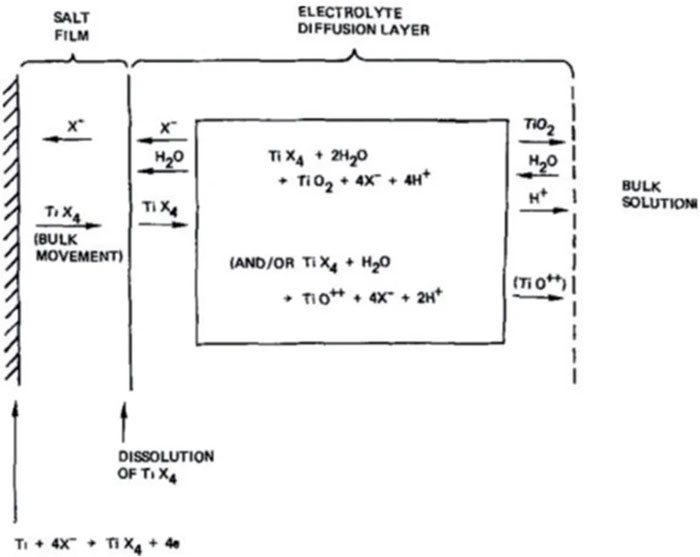
鈦(tài)合金在鹵素離子溶液中的(de)反應模型 電解加工鈦(tài)合金的點蝕原理 金屬點蝕的原理及發展階段 鈍(dùn)化膜破裂 鈍化膜破裂是點蝕最開始的步驟(zhòu),它本身極少發生,即使(shǐ)發生又在極短的時間發生(shēng)在極小的範圍內,很難被觀測到。 通常將這(zhè)層鈍化膜簡化為一層保護金(jīn)屬基體不(bú)受外界環境侵蝕的膜層,然而實際情況下,金屬鈍化膜由於不同的成分、環境、電壓等因素會有不同的厚度、結構、成分和相(xiàng)應的保護能力。 鈍(dùn)化膜的破裂機理目前主要有3種理論:滲透理論,主(zhǔ)要是指富有侵蝕性的(de)陰離子穿過鈍化膜到達金屬/金屬氧化物的界麵,隨後溶(róng)解過程開始;吸附理論,基(jī)於Cl-和O2-的競爭吸附理論發展而來;破損理論,假設鈍化膜是一個持續的鈍化膜破損和修複的過程(chéng)、鈍化膜的局部破(pò)損經常發生,為點蝕(shí)的萌生提供(gòng)了必要條件(jiàn)。 亞穩態點蝕 亞穩態(tài)點蝕是(shì)在(zài)再鈍化前,點蝕萌生和在極短時間內生長的點(diǎn)蝕,一般在微米級別,時間可能(néng)在幾秒甚(shèn)至更短。 亞穩態點蝕能否繼續長大,受溫度、外加電場等諸多(duō)因素的共同(tóng)影響。 點蝕(shí)的長大 點蝕的長大受到的影響因素主要有材料成(chéng)分(fèn)、點蝕電解質濃度和點蝕電位。 點蝕的傳質特(tè)性會顯著地影響點蝕長(zhǎng)大動力學,而點蝕的(de)穩定性由(yóu)電解質成分、點蝕電壓等因素共(gòng)同決定(dìng),要維持(chí)在一個不能讓再鈍化出現的大小。 電(diàn)解加工鈦合金的點蝕原理
在鈦合金的電解加工過程(chéng)中,電解液中的鹵素離子對鈍化膜的破裂起著重要作用,鹵素離子(zǐ)對於鈍(dùn)化膜破裂的嚴重程度一般有以下排序(xù)F-
以Br-為例,鈍化膜(mó)的破損一(yī)般發生(shēng)在氧(yǎng)離子濃度更高的位置,這僅僅和Br-的化學性質有關。
圖片
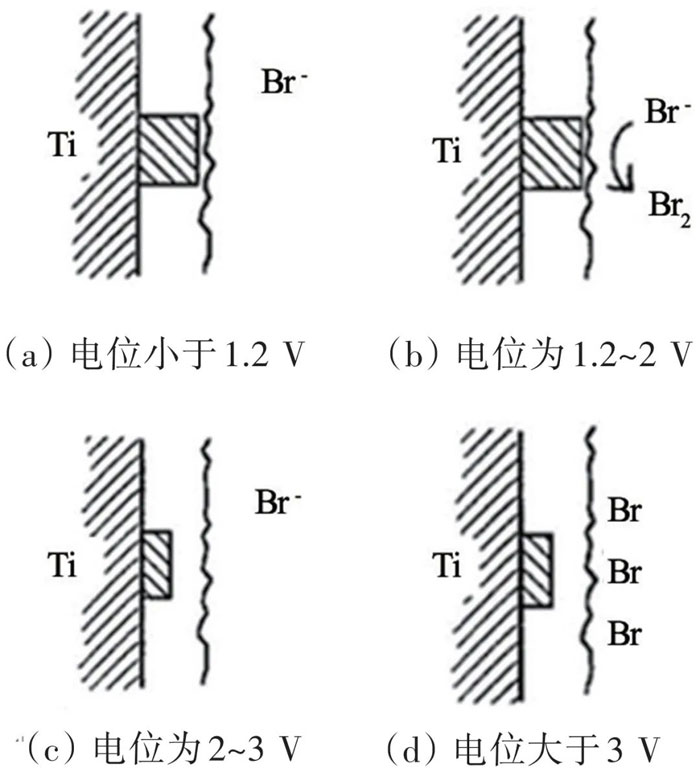
在1 mol/L KBr和0.05 mol/L H2SO4溶液中,隨著電壓增加鈦合金(jīn)表麵發生變(biàn)化示意
在1.2 V的電位下,其電位比Br/Br2這對的氧化還原電(diàn)位更低的情況下,鈍化膜總體保持穩(wěn)定(dìng),隻有少量缺陷存在;電壓升到比1.2 V高的時候,在某些微觀的點位,Br-就會被氧化成溴氣;當電壓在2~3 V時,可能由於氧化(huà)膜變厚(hòu)導致電導率下降,氧化(huà)過程才會停止(zhǐ);電壓大於3 V時,Br-才會緊密地與表麵化學結合,鈍(dùn)化膜開始溶(róng)解,點蝕開始生長。
電解加工(gōng)中
抑製鈦合金點(diǎn)蝕的方法
在鈦合金(jīn)電解加工(gōng)過程中,想要抑製其點蝕的發生,得到一個較為平整的加工表麵,往往需要(yào)綜合運(yùn)用2種或多(duō)種方(fāng)法,根據所加工的鈦合金的不同,同時調節電解液溫度(dù)、加(jiā)工電流密度、電解液流速、加工間隙等相關電解加(jiā)工的參數。
機械隔離
物理隔離或機械隔離的方式即為在非加工麵上加上工裝,使得電流無法通過非加工表麵進行傳導,從而隔開(kāi)雜散電流的作用。
此(cǐ)方法可(kě)以比較有效地防止雜散點蝕的產生,但會給夾具等工裝的設計製造帶來困難(nán)。
同時需要(yào)製造不同的工裝,因此不適(shì)合大(dà)批量的處理工件。
陽極保護
在零件保護部位輔(fǔ)助以鐵、銅、鋁等金屬材料(liào)作為犧牲保護層,可有效降低甚至消除非加工或已加工(gōng)部(bù)位(wèi)點蝕現象(xiàng)。
缺點是需要額外增加對於待加工工件的預(yù)處理,對於鍍層的要求也相對較高,高速電解(jiě)液中不(bú)允許出現脫(tuō)落等嚴重情況。
非水溶液電解加(jiā)工
用(yòng)非水溶液的電解液加(jiā)工鈦合金能夠(gòu)獲(huò)得比較光亮的加(jiā)工表麵,並解決點蝕及雜散電(diàn)流腐蝕問題,但(dàn)使用(yòng)一定時間後會出現“老化”現(xiàn)象,且電解液的維護(hù)比(bǐ)水溶液(yè)的維護(hù)更為(wéi)困難。
另外,非(fēi)水溶(róng)液的成本較高,不適用於大規模的(de)工業生產。
混(hún)氣電解加工
混(hún)氣電解加工是將有一定(dìng)壓力的氣體與電(diàn)解液按一定比例混合,使電解液中含有大量氣體,成為(wéi)氣、液兩(liǎng)相混合物,然後輸入加工區進行電解加工。
混氣加工的應用可以顯著(zhe)提高電解液在(zài)電極間隙內分布(bù)的均勻性,使得電解液的流動條件得到極大改善,改善電解加(jiā)工中(zhōng)鈦合金的點蝕。
但電解加工也存在陰極製造、加工參數匹配篩選、氣液混合裝置的設計等問題,需要綜合(hé)考慮此方法的作用。
結論(lùn)
在電解(jiě)加工鈦合金的過程中,主要難點在於克服鈦合金表麵易鈍化(huà)的特性以達到電(diàn)解加工所需要(yào)的高速陽極溶解,而通過加(jiā)入對鈍化層具有激活作用的離子可(kě)以比較有效地克服(fú)這個困(kùn)難,降低鈍化層的激活電壓。
然而激活離子的加入也會引起鈦合金非加(jiā)工麵的點蝕,同時降低加工麵和非加工麵的表麵(miàn)質量。
研究人員已經(jīng)通過陽(yáng)極(jí)遮擋法、混合(hé)電解液法、混(hún)氣加工法等方法試圖減少非加工麵的點蝕對表麵質量帶(dài)來的影響(xiǎng),取得(dé)了不錯的效果。
今後的(de)研究重點主要有以下幾個方向(xiàng):先進加(jiā)工工藝研(yán)究,包括研究含有不同離子的電解液、研究非水溶液的電解液、探索更適合的工作(zuò)電流施加大小(xiǎo)和方式等;工裝研究(jiū),包括陰(yīn)極夾持裝置、非加工麵的裝置及遮擋方式、陰極加工方法及裝置等;在不同加工溶液及(jí)條(tiáo)件下(xià),鈦及鈦合金鈍化膜在(zài)電場作用下的穩定狀態和穩定去除機製的研究。
|


| Print | Close |
